Spiral Elevators
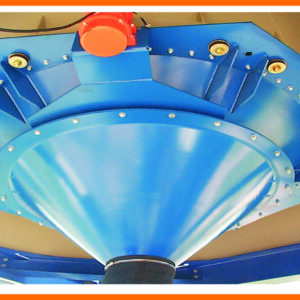
Spiral elevator for vertical transport of fine bulk material The spiral conveying trough is driven by unbalanced motors arranged oppositely causing a vertical conveying of the bulk material. Inlet and outlet are designed according to customers needs. spiral elevators are used in foundries and in the commodity industries.
Advantages
robust design may be manufactured in a variety of materials low power consumption low maintenance low space requirement
Spiral Elevators


Vibrating Spiral Elevators are designed for conveying bulk material within a compact area. The machine eliminates egradation during. elevation by utilizing a gentle vibratory motion. The helical Pattern of the Spiral Elevator’s trough creates a long conveying path with a high retention time that makes it ideal for cooling, heating, or drying
processes. Several. heat treatment options are available. These include air vents for direct heating/cooling and jacketed flights for contact heating/cooling via water, or steam.
Therefore designs may vary depending on the process, material, conveying path, and the various surrounding conditions.
Benefits
- Gentle vibratory motion maintains material integrity
- Small workspace footprint
- Low maintenance – high quality, efficient, reliable drives
- Long conveying path is ideal for thermal treatment
- Conveying velocity is electronically adjustable using a variable frequency drive

The motorized spiral conveyor we offer a number of spiral trays which is manufactured using mild steel. The main body attached with vibrating motor is linked to the upper spiral tray body. As the Motor starts, the vibration sets the material in spiral upward motion. The body housing of the motor is enclosed to prevent from dusting. The motorized spiral conveyor screen works on standard frequency of 3000 vibration per minute with max. amplitude of 1.5 mm. to 2 mm. depending on the size of the screen.

- Application Areas
- Plastics
- Rubber
- Ceramic
- Food
- Pharmaceutical
- Chemical
- Fertilizer
- Glass industries
Related products
-
VIBRATORY EQUIPMENTS
MOTORISED BIN ACTIVATOR
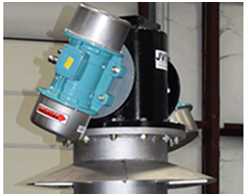
The Bin Activator is a device of tapered conical shape that, due to vibration, facilitates material flow from hoppers or silos. It consists of a seamless carbon or stainless steel cone manufactured on a sheet metal lathe, a seamless SINT engineering polymer seal with integrated upper and lower flange, suspensions for connection with the silo cone, as well as one or two electric motovibrators.
Type: Mining Hopper
Hopper Diameter: 400-2000mm
Diameter of matched silo: 200-2000mm
Application: military and chemical industry, machinery and metallurgy, ceramics, grain and food, plastic industry, wood, building materials, environmental protection and agriculture, etc. -
VIBRATORY EQUIPMENTS
VIBRATORY CONVEYORS & TWO WAY VIBRATING CONVEYOR
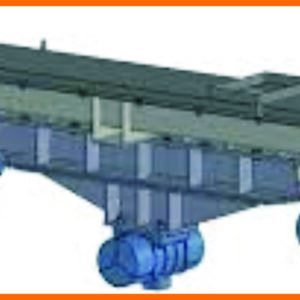
Two-way vibratory feeders or conveyors have substantial applications in a variety of fields. One typical
application is in foundry operations. For example, castings may be delivered to the feeder or conveyor at a
location intermediate its ends and then the feeder or conveyor energized to feed the castings to one end or the
other depending upon where it is desired to locate the casting.
Chemicals – Conveying of scrap plastic pellets of fiberglass in reprocessing system, conveying and scalping
foreign matter from chemicals at bag dump stations.
Food – Conveying of multiple ingredients for blending while conveying. Transfer of bulk ingredients from weight
hopper to mixer, conveying freeze-dried of spray dried food product of storage area.
Foundry – Conveying sand in primary and sand processing system, conveying small casting from shake out
areas, conveying scrap to charging area.
Automotive – Parts conveying in blanking and punching operations. Conveying parts to plating operation, flux
conveying in automatic welding machines.
Concrete – Conveying dry ingredients (cement, sand, gravel) to weigh batch hoppers. Distribution of steel
reinforcing particles in concrete batching and mixing operations.
Steel- Mill scale conveying units under strip and bar operations. -
VIBRATORY EQUIPMENTS
VIBRATING TABLE
( Electro Magnetic Type / Unbalance Motorised Version )
Grid top tables:- Automatic operation. -Adaptable to any roller conveyor. -Light weight yet strong. The “matech equipments” Grid Top Table is designed to fit between the rollers of your conveyor. The load foundry flask, drum or box is rolled into position. Air mounts lift the grid top and take the load off the rollers. The vibrators are activated and the load vibrated. Air mounts are deflated and the load is back on the conveyor ready to be moved along. All done in seconds without handling. The matech equipments’ design uses strong light weight rectangular tubing for more vibration transfer to the load. -
VIBRATORY EQUIPMENTS
CIRCULAR VIBRATORY SCREEN
Circular Vibrating Screen : combines the characteristics of the vibrating and rotary screens. Both are compact independent machines carrying out high precision mechanical separation processes, according to particle size, and applying the effective technique of multi plane inertial vibration.
Working principle : It was based on the vertical vibration motor as vibration source. There are two eccentric hammers on the Vertical vibration motor. Can produce horizontal, vertical, slope of three dimensional movement. Because of its special
vibration form, material movement and amplitude can be adjusted to meet different process of requirements. -
VIBRATORY EQUIPMENTS
VIBRATORY COMPACTION TABLE
Vibratory Table used for many different type of industries application.
These vibratory tables have been used for the following applications- powder compaction in boxes
- removing air form concrete moulds
- settle and compact products in bulk bags and bulk boxes
- vibrating ash shakeout system
- Light duty application in Labs and factories
- remove bubbles in sealed containers filled with water
-
VIBRATORY EQUIPMENTS
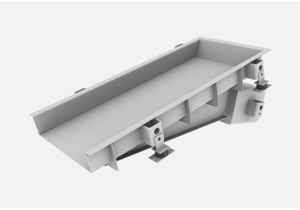
Electro Drive Vibrating Feeder Unit
Matech vibrating feeders with electromagnetic drive are used for bin extraction and for conveying of bulk material. Especially favourable for dosing, applications include feeding of weigh bins, or weigh feeders, or steady and smooth feeding for downstream equipment. The vibrating feeders are manufactured in a welded design, driven by an Matech electromagnetic drive.
Advantages
- infinite variable feed rate with constant volume
- automatic cut off of bin discharge at standstill
- low electric power consumption
- no electric losses
- high feed rate
- maintenance free – no rotating parts
- minimized wear